- 欢迎来到 浩特工业!
- 010-5957 6240 028-8331 1885
- william.lai@hot-mining.com | kira.zhang@hot-mining.com
-



车载移动式选煤厂
车载移动式选煤厂的特点
安装费用低:模块式设计只要少量的现场准备和安装。
易于搬迁:仅需2~3周时间即可完成厂房迁移工作,并在异地安装。
基本原理
1. 移动式模块化选煤系统实际上是一套结构布置上非常紧凑的小型重介洗煤厂。
2. 重介系统与传统选煤厂一样,配有筛分机械、重介旋流器、磁选精矿回收系统、各种仓以及其他辅助设备。
3. 重介系统的安装极其快速简便。无需复杂的基础要求,仅需要有一个平整、牢固的位置即可。工期:3~5个月左右可以完成整厂建设,并达产。
4. 对入选的原煤煤质要求不高,针对难选煤的洗选效果能够与传统选煤厂媲美。
入料粒度:50mm-1.5mm,处理能力:50-250吨/小时。
5. 移动式选煤厂节电、节水、介质消耗量小,可使用矿业用水。这样便可更加经济有效地控制对磁铁矿的使用。
6. 配备浩特公司独家的选煤厂智能化-专家系统,让生产
管理更加便捷、高效,节省人力成本。
6. 每个移动洗煤厂都可为不同用户量身设计。
我们还可以提供建成后生产运营总承包服务。
工艺流程:
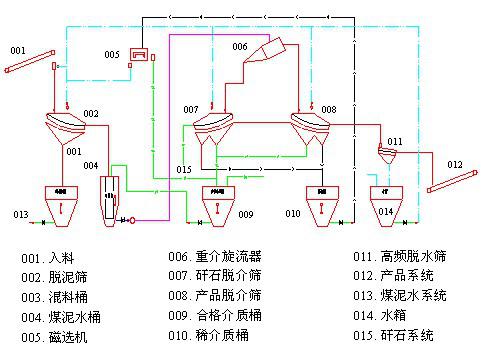
全系统流程

工作流程:
1、入料——上至250吨/小时的原煤物料进入系统的预湿筛进行脱泥。
2、重介分选——物料经脱泥后进入重介分选设备,在这个阶段煤和矸石在介质悬浮液的作用下相互分离。
3、脱介——精煤和矸石分别进入各自的脱介筛进行脱介。
4、介质回收——磁铁矿的回收系统利用磁选及对磁铁矿进行回收从而使精矿可以再次利用
5、用水——使用清水或循环矿用水用以湿法脱泥
补加清水到脱介筛,用以冲洗掉附着在精矿上的磁铁矿粉
6、用电——根据移动洗煤厂的规模,一般用电低于50KW。
7、控制自动化——辅以浩特智能化系统实现模块操作既可就地手动也可以远程自动控制。
精煤要求更低的水分?
如果产品表面水分要求在5%-10%,可以在系统中增加一台立式或卧式离心机来进一步降低产品水分。


根据实际情况,我们还将增加1台高效的快开的压滤机,来一进步保证产品质量,保护环境。

其余备选模块-浮选模块
针对炼焦煤,我们还可以附加浮选模块,以此保证最大的精煤回收率。结合煤质的具体情况,我们将选择:搅拌式浮选机、喷射式浮选机、或浮选柱。



其余备选模块-粗煤泥分选模块
1台陶瓷内衬倾斜安装脱泥旋流器
1台保安型弧形筛
4柱12头双段螺旋分选机
螺旋分选机进料泵和煤浆池
精煤泵和精煤浆池
尾煤泵和尾煤浆池
所有连接管道和线路



设计方法---三维设计(3D)



设计过程-三维建模

模块化选煤厂—传统选煤厂:对比
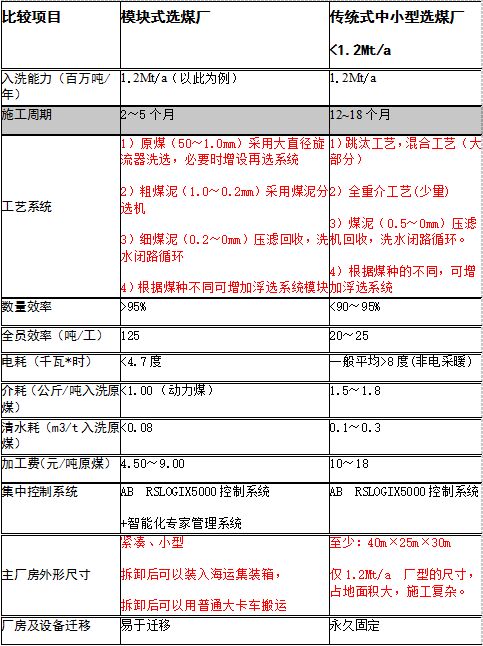
模块化选煤厂—经济效益
最佳的投资结构,使用户以最少的投入,获得一座全新、高性能、高品质的选煤厂,从而获得最大的效益回报。从投资组成上看,主要是增加高效设备的投资,降低土建费用、安装费用和其它费用的投资,这样在降低全厂投资费用(与传统选煤厂相比)的情况下,获得了不同内容和更高品质的高效选煤厂,真正做到了为客户考虑。

模块化选煤厂—投资回报
精煤回收率,可增加2~4%
设备的可靠性增加到95%
生产成本可降低50%:
建设周期短,只需2~5个月。
新理念的设计简化了工艺流程,减少了设备台数,缩小了厂房体积,降低了基建投资。
① 人员可减少80%
② 材料消耗20~30%
③ 电耗可减少50%
④ 管理费用可减少80%
⑤ 设备维护费可减少30%
模块化选煤厂—优势总结
① 投资省
② 工期短—整厂仅需3~5个月的工期就能完成建设、达产
③ 洗选效率高—与传统高效选煤厂一样,可达97%以上
④ 生产管理便捷—智能化-专家系统让生产管理更便捷、更高效
适用范围—尤其适用于:电厂前期原煤处理、群矿型、或小型矿井型选煤厂、港口型选煤厂、集运站式选煤厂、物流中心选煤厂项目。
联系人:杨博
Q Q:375965390
邮箱:benjamin.yang@hot-mining.com
电话:028 83311885


















X
欢迎来到浩沃特!